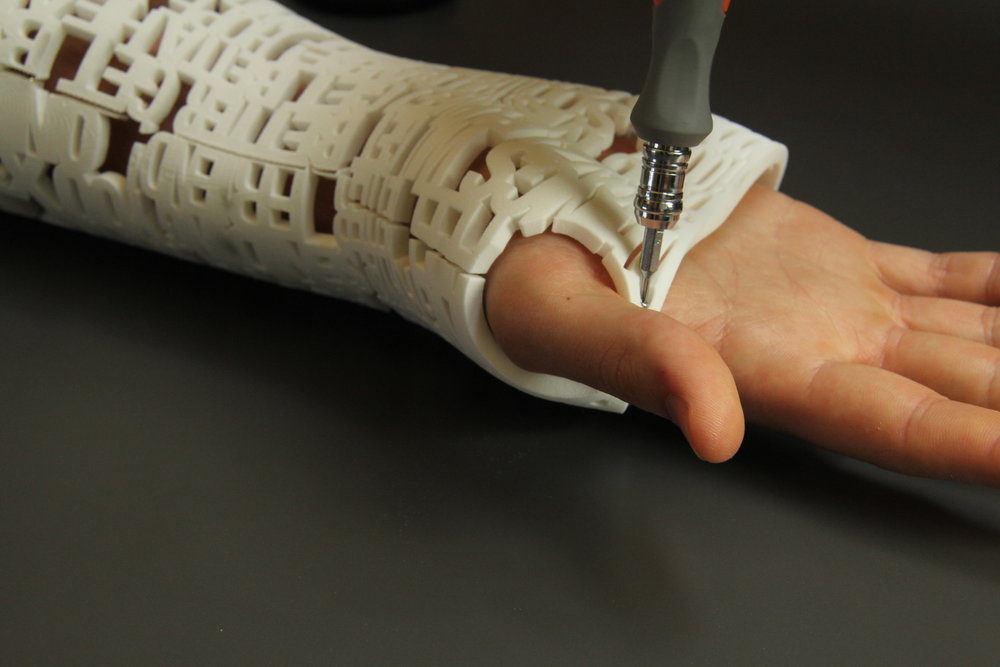
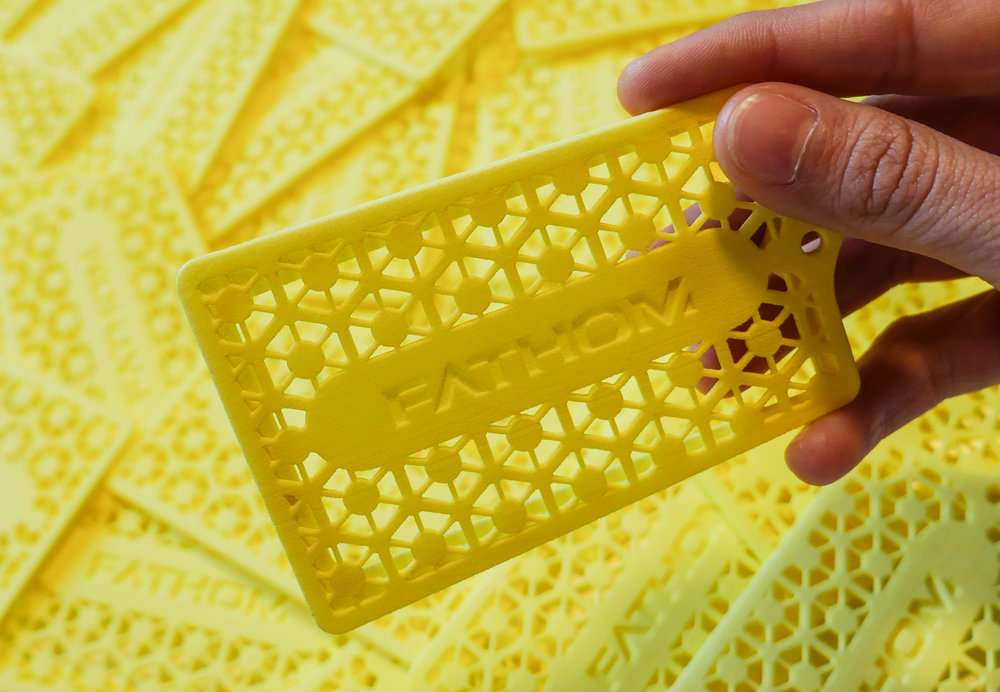
Selective Laser Sintering (SLS) is a powder-based additive technology used to create models, prototypes, and end-use parts in durable, engineering-grade thermoplastics, glass, metal, and ceramics. SLS technology should be considered for applications that require high-complexity, organic geometries, and durability. SLS nests in the Z-direction, which allows for short-run production and efficient builds. This technology is also capable of producing parts with finer details than most other additive processes that use high-strength plastics. SLS supports isotropic composition, ensuring the strength and durability of the part, no matter the print orientation or orientation when in use.
SLS Parts in As Soon As Two-Days / / Get A Quote
SLS uses a blade to spread a thin layer of powder over the build platform. A laser is used to sinter or fuse a cross-section of the part together. The build platform then drops one layer and the process begins again until the part is finished. Parts are then excavated from the build powder-cake. Excess powder is removed and can be reused. The powder also acts as support structures, eliminating the need for extra support structures that would then have to be removed in post processing.




Here is a list of materials available for SLS printing with Fathom. Additional materials are available upon request. Not sure what you need? Talk to a Fathom expert today!
| SLS MATERIALS | LEAD TIME | OPTIMAL QUANTITY | MAXIMUM DIMENSIONS | SUGGESTED MINIMUM WALL THICKNESS | FINISH & APPEARANCE | ADVANTAGES & CONSIDERATIONS |
|---|---|---|---|---|---|---|
| TPU 88A | 2+ Days | Prototypes, Low-Volume, Short-Run Production | 320mm x 320mm x 610mm | 1mm | Standard Color: White Medium/High Resolution High Detail and Complexity Dye Available (Black, Red, Blue, Green, Orange, Yellow, and Pink) |
High Elasticity, Rebound and Resistance to Fatigue Water-Tight Down to 0.6mm Wall Thickness High Burst Pressure True Thermoplastic Polyurethane With Excellent Flexibility and Durability |
| Nylon PA12 (White) | 2+ Days | Prototypes, Low-Volume, Short-Run Production | 320mm x 320mm x 610mm | 1mm | Standard Color: White Medium/High Resolution High Detail and Complexity Dye Available (Black, Red, Blue, Green, Orange, Yellow, and Pink) |
Nearly Isotropic Parts Built Without Supports, Allowing for Complex Geometries Durable Production Quality Thermoplastic |
| PA 12 Glass Bead | 3+ Days | Prototypes, Low-Volume, Short-Run Production | 320mm x 320mm x 610mm | 1mm | Standard Color: Off White Medium/High Resolution High Detail and Complexity Dye Available** (Black, Red, Blue, Green, Orange, Yellow, and Pink) |
High Rigidity Resistant To Wear and Tear Thermally Resilient |
| PA 11 | 3+ Days | Prototypes, Low-Volume, Short-Run Production | 320mm x 320mm x 610mm | 1mm | Standard Color: White Medium/High Resolution High Detail and Complexity Dye Available (Black, Red, Blue, Green, Orange, Yellow, and Pink) |
High Impact Resistance and Elongation At Break Higher Temperature Resistance Than PA 12 Does Not Splinter Under Load |
| PA 11 Fire Retardant | 4+ Days | Prototypes, Low-Volume, Short-Run Production | 320mm x 320mm x 610mm | 1mm | Standard Color: White | High Ductility Combined With Strength Flame-Retardant Properties Are Similar To ULTEMTM Filament |
*Geometry Dependent
**Filled Nylons Can Have Inconsistent Color When Dyed
Nylon is the most common SLS material. Its strength and flexibility make it a popular choice for a wide variety of uses. Polyamide is another common material used in SLS printing. Polyamide is strong, flexible, impact-resistant, abrasion-resistant, and biocompatible. Carbon-filled Nylon is available upon request. Talk to a Fathom expert to learn more!
SLS Parts in As Soon As Two-Days / / Get A Quote
AMT’s PostPro3D technology is a smart and automated post-processing solution for smoothing SLS printed parts. PostPro3D can achieve a high quality surface finish that matches injection molding techniques when using 3D printing processes. This reduces lead-time, cost of manufacture, operational and maintenance costs while providing the ‘missing piece’ in the digital manufacturing chain. The PostPro3D machine makes 3D part surface finishing speed and cost competitive for high volume production.
Talk to an expert at Fathom today to take your parts to the next level using AMT PostPro3D for post processing.
Designers and engineers across numerous industries have used SLS printing in their product development process. While SLS can be used for prototyping, it is also ideal for producing functional parts, testing parts, and production parts. Applications of SLS include //
The benefits of SLS include //
Stereolithography (SLA) and Selective Laser Sintering (SLS) are both additive manufacturing processes. SLA is a 3D printing method using a thermoplastic resin that is cured with a UV laser. SLA uses a resin bath where as SLS uses a powder bed. With SLA, a laser traces a design onto the surface of the resin bath. Any resin touched by the laser will cure and create a solid pattern. The build platform is then lowered further into the resin bath and the process starts again. SLA is popular because it can print parts with greater precision than traditional Fuse Deposition Modeling (FDM) machines. SLS, like SLA, also uses a laser. However, with SLS, the laser is used to melt, sinter, or fuse together particles. The laser is fired into a bed of powder. After the first layer is fused, the build platform will be lowered, filled with more powder, and the process will start again. SLS printers can be used for plastic, metal, and ceramics parts. SLA printers will only produce parts made of plastic. SLS printers can manufacturer complex parts with out the use of support structures. The unused powder on the build platform around the part provides support. Other 3D printing technologies, including SLA, require separate support structures that will need to be removed with post processing.
SLS machines use a very powerful laser to fuse the powdered material. This powerful laser requires extra safety precautions. SLS printers are entirely encased, blocking the view of the part as it is printed. SLA machines use a much less powerful UV laser. These machines are typically enclosed in tinted glass or plastic, which allows the operator to view the part as it is built. SLS printers use a powder material that is non toxic and easy to handle. SLA printers use a bath of plastic resins, some of which may be toxic. Objects made by SLA machines are complex and detailed but can be brittle. SLS parts are not as detailed but still complex and are considered suitable for mechanical use, matching the quality and durability of injection molded items. Some SLS parts can be nearly isotropic.
Selective Laser Melting (SLM), sometimes referred to as Direct Metal Laser Melting (DMLM), uses a laser to melt metallic powders in successive layers. The machine fully melts the powder before another bed of powder is added above the melted layer. SLM causes the metal granules to melt together to fully form one homogeneous piece. The primary difference between SLM and SLS is the material used for each process. SLM is used exclusively for metal alloys. SLS printing can use metal as well as plastics, glass, and ceramics.
A //No. SLS parts can be used to manufacture production parts.
A // While selective laser sintering (SLS) is its own unique process, other terms used include 3D printing, SLS manufacturing, SLS prototyping, 3D prototyping, additive manufacturing, rapid prototyping, laser sintering and more.
A // SLS is suitable for any stage of product development, from a functional prototype, to a single-use part, to creating operational pieces.
A // The SLS concept was originally created in the 1980s by Dr. Carl Deckard and Dr. Joe Beaman from the University of Texas. The process was patented in 1988. In 1992, the first industrial SLS printer (DTM Sinterstation 2000) was commercialized. The EOSINT P350 by EOS was launched in 1994.
SLS has become popular among designers and engineers for many reasons. SLS allows for higher productivity, lower cost per part, and better design flexibility.
Quickly get an INSTANT quote on any SLS project today with our SmartQuote platform.