- About Wire EDM
- Wire EDM Cutting Services
- Cutting Techniques Summary and How Wire EDM Compares
- How Does Wire EDM Work?
- Wire EDM Specifications
- Technical Advantages of Wire EDM
- Materials Used in Wire EDM
- Wire EDM Cutting Sheet Metal
- Wire EDM Applications
- Difference in Wire Cut EDM vs. Conventional EDM
- Small Hole EDM
- How Wire EDM Cutting Companies Differ
- Wire EDM Cutting Cost Calculation
- Get a Quote Today for Your Wire EDM Project
About Wire EDM

Wire EDM (Electrical Discharge Machining) is an electrothermal production process used to cut through metal using heat from electrical currents. Wire EDM is also known as wire-cut EDM, spark machining, spark eroding, EDM cutting, wire cutting, wire burning and wire erosion. Computerized Numerical Control (CNC) wire EDM is highly precise and ideal for very hard materials, intricate geometries and tooling. Wire EDM does not compromise the finish of the material and edge quality with minimal burrs. With an experienced team, multiple Wire EDM machines, and 5-axis cutting capability enabling taper cuts, use of thicker workpieces (up to 6”) and increased accuracy, we can provide cutting solutions for all your parts.
Wire EDM Cutting Services
Fathom provides nationwide access to precision wire EDM cutting services using state-of-the-art cutting machines. Whatever your desired outcome, we have a cutting solution to meet the goal.
Cutting Techniques Summary and How Wire EDM Compares
| Material Thickness | Tolerance | Kerf | Part Volume | Set Up Cost | Lead Time ** | Notes | |
|---|---|---|---|---|---|---|---|
| WIRE EDM | 0.001″ – 6″ | 0.0005″ | 0.005″ | 1-200 Is Best | Low | 6-8 days | Conductive Metals, Carbon |
| FIBER LASER | AL: 0.250″ SS: 0.375″ CRS: 0.500″ COP: 0.250″ Brass: 0.125″ | 0.002″ – 0.005″ | .008″ | 1 to High-Volume | Low | 6-8 days | Metals – Fast |
| OMAX WATERJET | Up to 6″ | 0.005″- 0.015″ | .020″/.040″ | 1 to 5000 | Low | 6-8 days | Metal, glass, plastic, stone, rubber, kevlar, carbon fiber, ceramics, etc. Taper up to 59 ° |
| MICROCUT™ | .0005″ – 0.5″ | 0.0005″ -0.005″ | 0.009″, 0.011″, 0.0196″ | 1 to 5000 | Low | 6-8 days | Metal, glass, plastic, stone, rubber, kevlar, laminates, carbon fiber, ceramics, etc. |
| * CHEMICAL ETCHING | 0.005″ – 0.060″ | Is +/- 10% of material thickness, .002″ min. | Equal to metal thickness | 1- Infinity | $350 Min. | 6-8 days | Metal Only. No Burrs. Beveled Edges. Half Etch and Holes. |
* Inner radius should be 100% of material thickness. Outer Radius should be 75% of material thickness.
**Dependent on geometry, volume and material: EXPEDITE options available.
How Does Wire EDM Work?
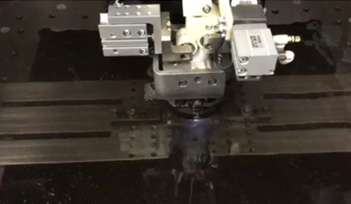
This electrothermal process is used to cut through metal by using heat from electrical currents. EDM is a no-contact spark erosion process that reduces the need for secondary finishes, which are sometimes necessary with other manufacturing methods. Since CNC controls the process, no human involvement is needed. During EDM machining, a metal piece is submerged into de-ionized water (dielectric). An electrically charged thin metal wire (no thicker than hair) melts through the metal using heat from the electrical sparks. The wire does not make contact with the workpiece. The voltage allows the spark from the wire to jump the gap between the wire and the workpiece, and the material begins to melt. The wire holds one side of the charge, while the conductive material holds the other side. The liquid dielectric controls the electrical sparks, cools, and flushes away the cut material. Wire EDM is highly precise and ideal for very hard materials, intricate geometries and tooling.
Wire EDM Specifications
EDM micromachining technology provides higher cutting accuracies and tighter tolerances than standard cutting processes:
- 5-Axis
- Wire Dia .006~.012 in
- Tolerance 0.0005
- Max Taper angle 15º @ 8 in material thickness
- Position accuracy 0.0001 in. (0.003mm)
- Feature and contour accuracy +/- 0.0001
- Kerf width 0.0065 in ~ .0125in
- Maximum workpiece size 11.8 x 13.7 x 19.7 inches
Technical Advantages of Wire EDM

A few of the benefits of wire EDM include:
- Incredible accuracy with outstanding feature resolutions
- Perfect for carbon materials
- High feature edge quality
- Minimal burr and secondary finishing
- Optimal material usage
- Predictable and repeatable results
- Cost-effective
- Rapid results
Wire EDM technology is perfect for:
- Small or delicate components that other traditional manufacturing technologies may damage
- Thicker parts that require a high-quality finish or accuracy
- Complex shapes
- Parts that require a narrow slot
- Big components that need accurate tolerances
- Hard, delicate, expensive or rare materials
Materials Used in Wire EDM
Wire EDM should be used with any conductive metal such as titanium, aluminum, brass, alloys, and superalloys. Thanks to wire EDM’s accuracy, wire EDM has become a popular manufacturing method for various industries. Whether for part or prototype, Fathom has many materials suitable for wire EDM, including:
- Copper
- Carbide
- Tungsten
- Bronze
- Carbon steel
- Inconel
- Stainless steel
- Hastalloy
- Kovar
- Titanium
- Carbon graphite
- High alloy steel
Wire EDM Cutting Sheet Metal
Wire EDM cutting sheet metal is considered a tremendously precise electrothermic separation process for conductive materials. This metal cutting option allows for accurate cutting of sheet metals like stainless steel, mild steel, aluminum, copper and brass. Depending on the project, wire EDM cutting sheet metal may be a viable option.
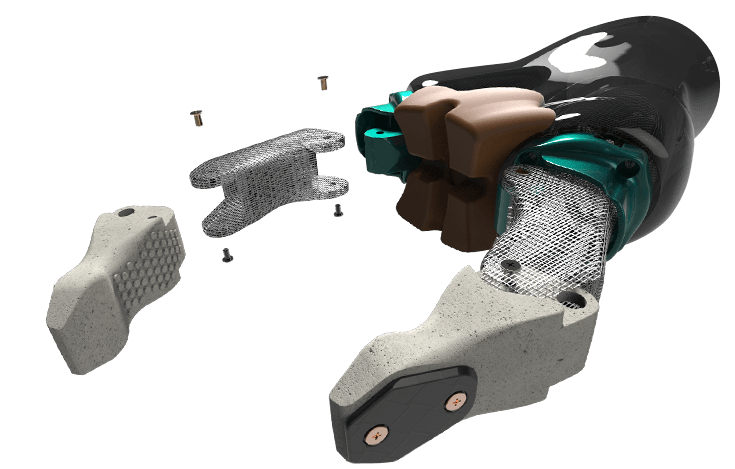
Wire EDM Applications
Applications of wire EDM include:
- Prototype production
- Automotive parts
- Aerospace parts
- Medical devices for implantations
- Prototypes
- Small hole drilling
- Blanking punches
- Extrusion dies
- Miniature parts
- Titanium needles
- Turbine blades
- Internal gear
Difference in Wire Cut EDM vs. Conventional EDM
Conventional EDM uses a tool (called a cathode) that runs along a metal piece (called the anode) to disperse an electric current. This causes the electrical current to to melt the metal. Wire cut EDM (sometimes referred to as WCEDM) discharges the electrified current by means of a taut thin wire, which acts as the cathode and is guided along the area that is to be cut (aka the kerf). The thin wire allows for precision cuts. This precision allows for complex, three-dimensional cuts, and produces highly accurate punches and dies. In contrast, conventional EDM can’t consistently produce tight corners or intricate patterns.
Small Hole EDM
High-speed small hole EDM is a focused area of electrical discharge machining. A small typically hollow electrode spins a spindle similar to a drill bit. The electrode is electrically charged by a servo-controlled generator producing the spark. The sparks cut the surface creating small pockets. Eventually millions of these microscopic pockets create a small hole.
How Wire EDM Cutting Companies Differ
Different wire EDM cutting companies can differ based on the specific type and volume of wire EDM cutting they offer. Each will come with specific expertise and may specialize in different industries. Fathom provides nationwide access to precision wire EDM cutting services using state-of-the-art cutting machines. Whatever your desired outcome, we have a cutting solution to meet the goal.
Wire EDM Cutting Cost Calculation
Wire EDM cutting costs can vary based on the type of material being cut, volume and other project criteria. Sometimes, parts can be stacked for simultaneous cutting, thus reducing cutting time and cost. Most cost calculations are calculated based on the time a job takes on the cutting machine. Of course this is dependent on the variables mentioned above. So in the end, wire EDM cutting cost calculations can vary greatly.
Related Topics:
Get a Quote Today for Your Wire EDM Project
Would you like to know more about how wire EDM can improve your product development? Our experts are ready to talk to you about your wire EDM part. Get started today with an online quote.
 ISO 9001:2015 Certified + AS9100 Rev. D Certified + ITAR Registered + NIST 800-171 Compliant + ISO 13485 Certified
ISO 9001:2015 Certified + AS9100 Rev. D Certified + ITAR Registered + NIST 800-171 Compliant + ISO 13485 Certified